Identify misalignment and pipe strain issues of steam turbine
- RC
- Apr 2
- 5 min read
Steam turbines are subjected to extreme thermal expansion due to high operating temperatures, which can lead to excessive vibration amplitudes and/or elevated bearing metal temperatures. Uneven thermal expansion can cause casing distortion, misalignment, and pipe strain, and in some cases may even lead to rotor–casing rubbing. These conditions may prevent the unit from reaching normal operating states, resulting in penalties within the power generation industry.
Thermal (load‑dependent) vibration amplitudes typically increase with operating load as temperature rises. Vibration data, when analyzed alongside relevant process variables, provides a valuable diagnostic tool for detecting such problems and understanding their underlying mechanisms.
1. Introduction
This is case study of steam turbine driven generator set with output capacity about 40 MW. The unit was performed major overhauled and reported excessive vibration amplitude at turbine drive-end (DE) bearing at normal operating condition even there were well acceptable vibration amplitudes at full speed no load (FSNL) and the rotor appeared to be well balanced. However, vibration amplitudes of this measurement plane were gradually increasing when increasing load resulting in alarm and eventually trip before reaching full load. It was restarted many runs without success. Plant personnel as well as turbine repair company suspected misalignment is a root cause and attempted to realignment many time but it still failed to reach full load with similar vibration characteristics. Comprehensive vibration measurement and analysis is required.
2. Vibration data discussion
The machine train is equipped with X–Y shaft vibration probes at all bearings, supplemented by a keyphaser for each shaft. All vibration signals are routed to the vibration monitoring system (VMS), located in the rack room adjacent to the turbine deck. Vibration measurement and analysis were performed by connecting these signals to a multi‑channel vibration analyzer, supported by a host computer for data acquisition configuration, control, plotting, and report generation.

Additional laser sensors are installed along the X–Y–Z axes to monitor displacement (thermal growth) of the turbine drive‑end (DE) and non‑drive‑end (NDE) bearing housings. Their outputs are connected to a readout panel, with manual recordings taken every 5–10 minutes to provide insight into thermal expansion. These observations support vibration analysis and can guide alignment adjustments if required. Furthermore, several dial indicators are mounted at pipe supports to measure thermal expansion across the system.
Vibration data was continuously collected during startup, FSNL, and load variation tests. Operating load was increased step‑by‑step, with vibration monitored at each stage (Fig 1). Trend data of vibration amplitudes and gap voltage (rotor position) was analyzed to identify correlations (Fig 2). At constant speed, vibration amplitude was observed to increase gradually with rising load. This corresponded with changes in gap voltage, indicating thermal expansion. When gap voltage remained stable, vibration amplitudes also stabilized, highlighting a strong relationship between vibration response and thermal growth.

Gap voltage trends were used instead of average shaft centerline plots, as the objective was to establish correlations between parameters rather than absolute rotor movement. The focus was on relative displacement patterns caused by thermal expansion. Further evidence of thermal influence was obtained by comparing vibration amplitudes across multiple startup and shutdown datasets under varying thermal conditions (Fig 3). The vibration response differed significantly between runs, confirming that thermal expansion during load increases alters unit alignment and rotor‑to‑casing clearances. These changes affect dynamic stiffness, resulting in higher vibration amplitudes.

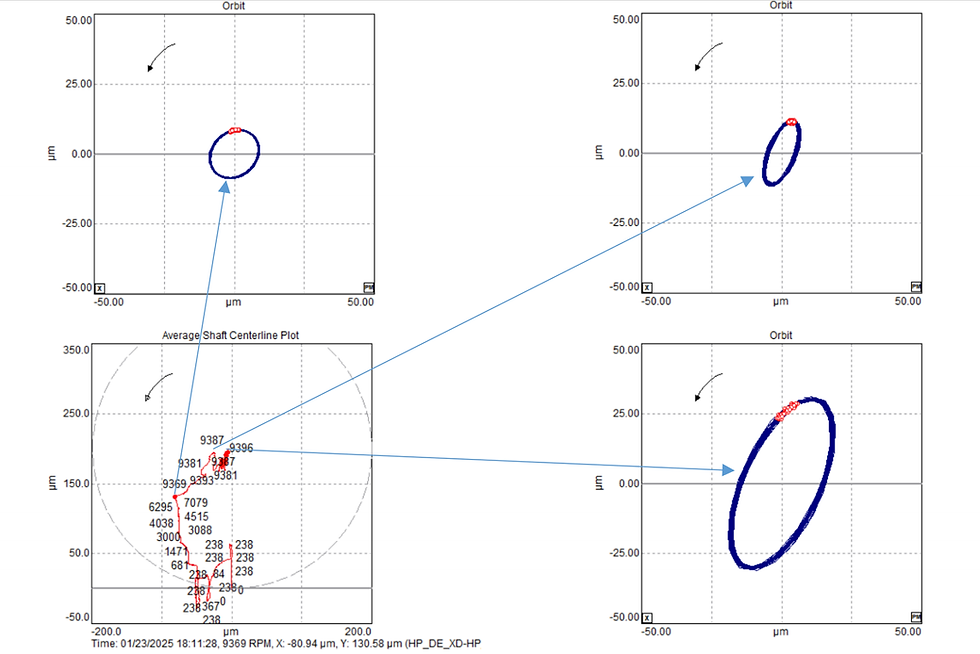
Orbit shapes were reviewed under each operating condition, as they are highly sensitive to changes in rotor preload and correlate directly with increased vibration amplitudes (Fig 4 & 5). As the load increased, the orbits became progressively more elliptical, indicating rising preload. This explained the higher vibration amplitudes because of alignment changes at elevated load. Although cold alignment had been set according to manufacturer recommendations, the hot alignment condition proved unexpected, likely due to thermal growth behavior differing from predictions for a newly installed unit.

Readings from laser sensors and dial indicators were also examined and found to correspond with vibration amplitudes and rotor position changes, both in gap voltage trends and average shaft centerline plots. These values continued to shift as load increased, without stabilizing. A collapsed steam pipe stopper was identified at high load, confirming excessive steam pipe movement. This resulted in turbine casing distortion and misalignment, further validating the observed vibration response.
3. Solution
Pipe strain was identified as a contributing factor to turbine casing distortion during load increases, leading to internal misalignment between the rotor and casing and promoting a more non‑linear vibration response. Field balancing could not resolve the issue; however, it was attempted as a precaution. As expected, the vibration response remained non‑linear, with non‑repeatable influence vectors and unpredictable behavior.
A permanent solution was proposed to address the pipe strain by performing a pipe stress analysis and correcting steam pipe supports. As a result, all pipe hangers were replaced. Following this modification, the unit was restarted and operated with acceptable vibration amplitudes up to full load. Field balancing was then applied again to further increase the operating margin. This time, the response was linear and predictable, with vibration amplitudes reduced by approximately 50%, demonstrating the effectiveness of the combined corrective measures.
4. Conclusions
Identifying misalignment in a turbomachinery train is challenging when relying solely on vibration frequency analysis, as the predominant 1X component remains present. Changes in vibration amplitude with rotor position during load increases can easily be mistaken for unbalance, leading to unsuccessful field balancing attempts and resulting in wasted time and productivity. Careful review of vibration data, combined with operating conditions and thermal expansion measurements, is essential for correct diagnosis. Key indicators are summarized below:
Load‑dependent vibration amplitude: Correlate amplitude trends with thermal expansion readings such as gap voltage plots, average shaft centerline plots, laser sensor data, or dial indicator measurements.
Orbit shape analysis: Review orbit shapes at each load step. Increasing ellipticity with load indicates rising preload. Compare against baseline data at similar operating conditions when available.
Average shaft centerline movement: Identify abnormal movement patterns based on bearing geometry, rotation direction, and clearances. Significant deviations from baseline data at the same operating condition are critical.
Bearing metal temperature: Monitor for abnormal low or high temperatures, which may indicate excessive preload or unloading due to misalignment.
Coupling types and tolerance: Verify whether the coupling is rigid or flexible, as tolerance differs. Flexible couplings can accommodate misalignment within specified limits. Coupling error or runout should be checked and documented during alignment procedures.
Some degree of misalignment is common in most machines. However, as long as vibration amplitudes and bearing metal temperatures remain within acceptable limits, the unit may be considered suitable for unrestricted long‑term operation.
It should also be noted that hot alignment conditions can deviate from expectations, even when cold alignment complies with manufacturer specifications. Thermal growth behavior may change as the unit ages. Re‑measuring actual thermal growth is recommended; if this is not feasible, cold alignment specifications may need adjustment to account for deviations.


Comments